Remember back in July I borrowed my neighbor's air compressor? Well, six months later I finally fired it up and tested out the rivet hammer. To my relief, both worked perfectly. Here's what those items are:


By this time the rear bulkhead assembly had quite a number of hours invested in it and I didn't want to mess it up when it was so close to being finished so I asked the owner of nearly all of the tools that I've been using, Mr. B, for his assistance bucking those four rivets. Mr. B was a great sport and came over to help.
First thing we did is select the right bucking bar out of the four or five that came with his rivet gun. But even the one with the small end on it was slightly too large for the narrow space available to work with, now that all of the other "easy" rivets were in. So Mr. B took a little bit off the corners of the bucking bar with the bench grinder.


And it worked! Then Mr. B held the bucking bar and bulkhead steady and I "shot" the rivets with the rivet gun. Due to my lack of experience (no dry run practice for me, thank you very much) a couple of rivets had to be drilled out, but fortunately we noticed that the top of the rivet wasn't sitting flush before getting too far along. All part of the learning curve. A bit later all of the rivets on the rear bulkhead were done. Thank you Mr. B!

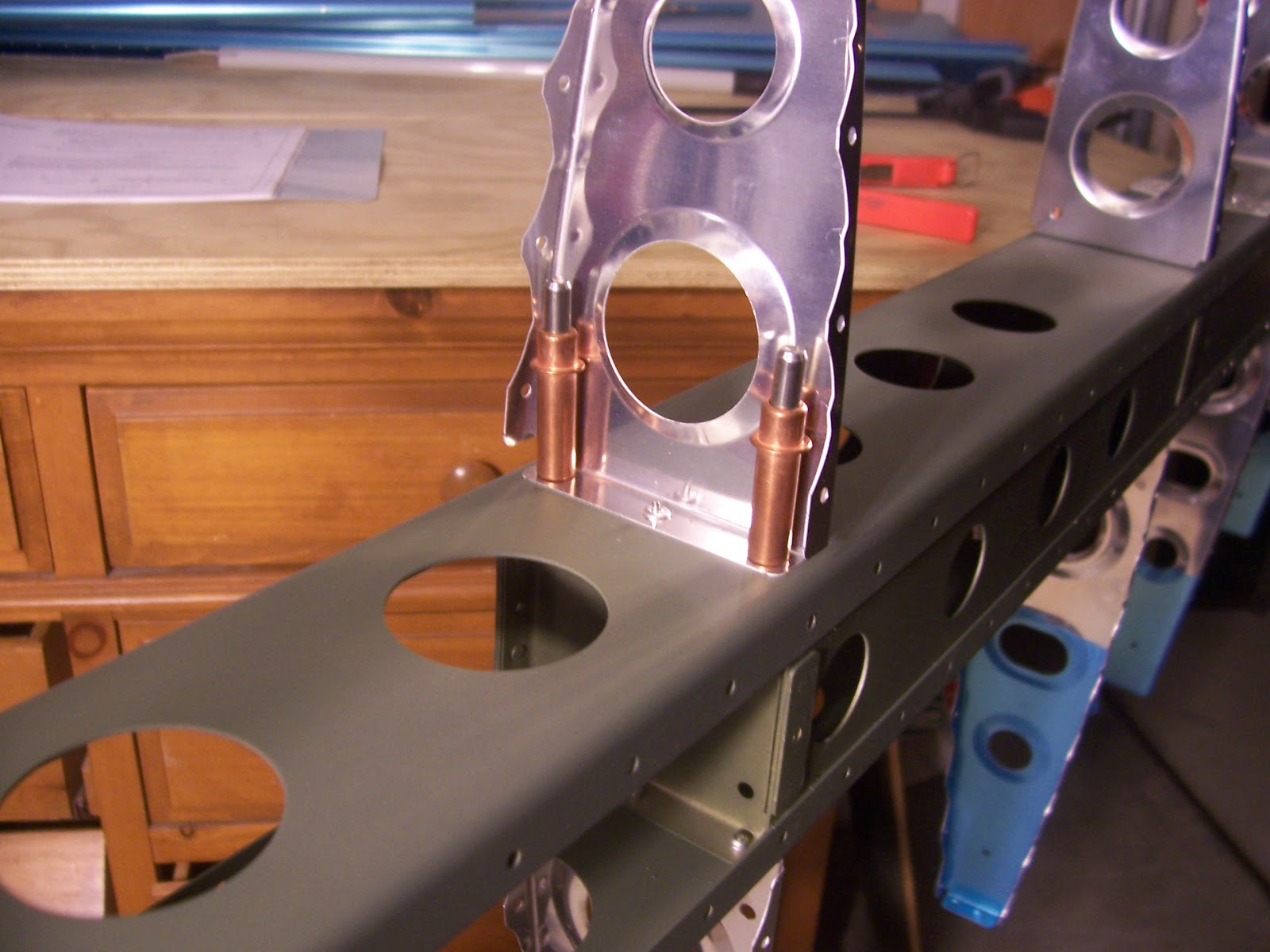
Before we finally get to the actual building of the tail cone skins, there's one last chance to test fit the bulkhead to the stabilator. See those bearings? The AN4 stabilator hinge bolts go through those with a washer on each side of each bearing. AN4 hinge bolts are 4/16ths diameter (1/4" for the fractionally-challenged), which seems a bit wimpy. But if you do the math you get a bolt shear plane of just under ¼ x ¼ x ¼ π = .05 square inches. Multiply that by the shear strength of the bolts, about 100,000 psi, and you get almost 5,000 lbs of force required to shear the bolt. Multiply that times four possible shear planes (two per bearing), and you can deduce that other parts would fail before those bolts will.
Vans has you choose whether to use a thick washer or a thin washer on each side of each bearing, as long as it's symmetrical. So the choices are: four thin washers, four thick washers, or two thin and two thick. You determine which ones give the best fit in the stabilator brackets. A good fit is snug (no lateral movement between the bulkhead and the stabilator), but not too snug. Once you select the right washer combo they're super-glued in place onto the stabilator brackets. That's 'cause, unless you have very small slender hands, those bolts and washers are difficult to place and even harder once the tailcone is assembled. Having my eight year-old daughter help out really came in handy. In my case the magic combination is two thin washers and two thick washers. Perfect fit. Just hope they don't fall off.
Note for RV builders who are married: You may want to keep the fact that you're using super glue on the airplane to yourself. Even though you're just using it to temporarily hold a couple washers in place, it doesn't help the confidence-building with your spouse, if you catch my drift. Trust me on this one.
Merry Christmas everyone!